
以下是:四川省南充市供应无缝钢管的批发商的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 供应无缝钢管的供应范围覆盖四川省、成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、南充市、自贡市、德阳市、广元市、眉山市 顺庆区、高坪区、嘉陵区、南部县、营山县、蓬安县、仪陇县、西充县、阆中市等区域。 【天祥】为您提供西充无缝钢管实体厂家大量现货、仪陇无缝钢管精心选材、内江无缝钢管N年生产经验、宜宾无缝钢管拥有多家成功案例、泸州无缝钢管实力商家、乐山无缝钢管工程施工案例、眉山无缝钢管适用场景、自贡无缝钢管免费寄样等多元产品与服务。供应无缝钢管的批发商,天祥钢管(南充市分公司)lctxgs79-5为您提供供应无缝钢管的批发商,供应服务范围覆盖四川省、成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、南充市、自贡市、德阳市、广元市、眉山市 顺庆区、高坪区、嘉陵区、南部县、营山县、蓬安县、仪陇县、西充县、阆中市,联系人:王经理。 四川省,南充市 南充市历史悠久,由于古代地处充国南部得名,源自汉高祖公元前202年设立的安汉,至今建成2220多年。春秋以来历为都、州、郡、府、道之治所;解放初期为川北行署区的驻地。南充是三国文化和春节文化的发祥地,民风淳朴,民俗优雅,三国文化、丝绸文化、红色文化和嘉陵江文化交融生辉。南充市是成渝城市群区域中心城市和川东北政治、经济、文化中心,是成渝经济区北部中心城市、II型大城市、三线城市,“一带一路”战略重要节点城市、川东北城市群重要节点城市、中国旅游城市、园林城市、全国清洁能源示范城市、南遂广城镇密集区中心城市、中国特色魅力城市200强之一、重要的商品粮和农副产品、四川培育壮大的七大区域中心城市之一、四川省石油天然气和能源化工基地、川东北区域科教文化中心、西部地区重要的交通枢纽城市,素有“水果之乡”、“丝绸之都”的美誉。市境内有朱德故里、阆中古城景区等旅游景点。2022年5月,被纳入巴蜀文化旅游走廊的规划范围。
想要知道供应无缝钢管的批发商产品如何?看视频就知道!看视频,选产品更明智!以下是:四川南充供应无缝钢管的批发商的图文介绍
钢中几种主要元素对钢性能的影响 ? 碳(c):含碳量增加,屈服点和抗拉强度升高,但塑性和冲击性能降低,碳含量过高容易造成晶间腐蚀不合格。钢和铁的界线由C含量来控制:<2.11%的为钢 ? 硅(Si):Si是脱氧剂和脱硫剂,有较高的强度和硬度,可改善钢的热加工性能。 ? 铬(Cr):铬能显著提高钢的强度,硬度和耐磨性,但同时会降低塑性和韧性。 ? 镍(Ni):镍可提高钢的强度,又可使钢保持良好的塑性和韧性。 钢中几种主要元素对钢性能的影响 ? 钼(Mo):钢中加入钼,能提高钢的机械性能。 ? 钛(Ti):钛是钢中的脱氧剂。降低实效敏感性和冷脆性。钢中加入一定量的钛有抗晶间腐蚀的能力。 ? 磷(P):磷是钢中有害元素,增加钢的冷脆性,使焊接性能变坏,降低塑性,使冷弯性能变坏。通常情况下,钢中磷的含量控制的越低越好。 ? 硫(S):硫是钢中的有害元素,使钢产生热脆性,降低钢的延展性和韧性,在锻造时容易造成裂纹,同时还降低钢的耐腐蚀性。所以硫的含量须尽量控制得低。 ? 氮(N):氮能提高钢的强度,低温韧性和焊接性。增加实效敏感性。适量的氮可提高不锈钢的抗点腐蚀性和强度。
穿孔毛管的质量对无缝钢管的质量影响很大。穿孔不良质量主要表现在毛管壁厚不均、内拆、外折等缺陷存在及其表现程度上。为改善穿孔质量,必须对这些缺陷加以控制。
1 毛管壁厚不均造成毛管不均的主要原因有管坯加热不均、顶杆弯曲、轧制线不正、定心辊调整不当、定心孔不正及导入套选择不当等。
2 内折
穿孔机穿孔所产生的内折原因较多,主要可分为钢质内折与操作内折两大类。
(1)钢质内折。
主要是由管坯质量不良引起的,如连铸坯低倍不合(残余缩孔、内裂纹,非金属夹杂等),铸坯内部严重疏松;柱状晶过发达及难变形的合金钢穿孔时也容易产生内折。
(2)操作内折。
造成的原因主要有调整不当(如顶头前压下率过大或过小;轧辊转速过高;送进角过小;椭圆度过大等)以及管坯加热温度不均等;顶头磨损过大或破裂、粘钢等。穿尾端的破尾被芯棒插入时也会造成内折。
3 外折
造成外折的主要原因有钢质外折和操作内折。
(1)钢质外折。如管坯裂纹、连铸坯严重划痕、耳子、钢锭结疤、翻皮及皮下气泡等。
(2)操作外折。工具(轧辊、导板或导盘)粘钢划痕,严重的螺旋道、轧辊刻槽或堆焊不当等。
穿孔机孔型调整主要参数有:轧辊距离、导盘(导板、导辊)距离、椭圆度、送进角、辗轧角,顶头直径,顶头前压下率、轧辊与导盘速度等。
(1)轧辊距离是指左右或上下两个轧辊辊喉处的短距离。轧辊距离通常由坯料直径和总压下量来决定,是主要的调整参数。
(2)导盘(导板、导辊)距离是指上下2个导盘(导板、导辊)根部处的短距离。导盘(导板、导辊)对穿孔变形起到横向限制和引导作用。导盘(导板、导辊)距离直接影响椭圆度的变化。
(3)椭圆度是导盘(导板、导辊)距离与轧辊距离之比。表示孔型调整后的椭圆程度。调整椭圆度使轧件截面保持一定的椭圆形状,可改变轧件的横向变形程度,控制截面周长,实现扩径、等径轧制。过大的椭圆度加大了横向变形,对产品质量不利。
(4)辗轧角是Φ轧辊轴线与轧制线在水平面上投影的夹角。桶形辊的辗轧角一般小于5°。Φ250 mm精密轧管机组的锥形辊穿孔机的辗轧角为10°~15°。
轧辊的“锥形”程度与辗轧角的大小有关。辗轧角越大,轧辊直径从小端(咬入端)到大端(抛出端)的变化就越大,辊面圆周速度和沿轧制线方向分速度的递增亦越大。一方面,沿轧制线方向分速度的递增,对提高变形速度和加强金属的延伸变形有利;另一方面,辊面圆周速度的递增,对轧件扭转的影响也增大。这两个方面的因素要在辊型设计时综合考虑。同时,过大的辗轧角,对设备设计也会增加困难。
(5)送进角是轧辊轴线与轧制线在垂直面上投影的夹角。Φ250 mm精密轧管机组的锥形辊穿孔机的送进角为5°~12°。送进角越大,轧辊速度在前进方向的分量也越大,即钢管前进越快,但斜轧延伸的螺距也越大,穿孔机负荷也越大。
(6)顶头直径与穿孔毛管的内径有关。一般来讲,顶头直径越大,穿孔毛管的内径也越大。
(7)导盘速度指导盘工作面的纵向线速度。主动旋转导盘,其工作面的纵向线速度应大于轧件纵向前进速度,因而对轧件作用有纵向曳入摩擦力,加强了金属的纵向流动。导盘速度一般控制在轧制速度的 1.5~3.0倍。
(8)顶前压下率
指坯料在顶头前端(鼻部)处的直径压下率,用百分率来表示。
顶前压下率=(坯料直径一顶头前端横截面的轧辊距离)/坯料直径
顶前压下率愈大,则金属变形的不均匀程度也愈大,导致管坯中心区在旋转过程中交变的切应力和拉应力增加,从而容易促使孔腔形成,造成内折缺陷。顶前压下率愈小,则管坯咬入愈困难(尤其是二次咬入)。因此工艺上调整的原则是,在保证咬入的条件下,顶前压下率愈小愈好,通常采用的顶前压下率为4%~7%。
(9)理论上穿孔速度通常指毛管出口处的轧辊辊面纵向分速度,但实际穿孔速度由于受金属滑移的影响,要比理论计算的辊面纵向分速度低。但锥形穿孔机的金属滑移比桶式穿孔机要小,故其实际穿孔速度相对较高,因而穿孔效率也较高。
四川南充天祥钢管有限公司一直坚持人才和 无缝钢管产品并重的原则,吸纳了具有经验丰富的 无缝钢管工程技术人员和专业管理人才,严管理、高技术、先进的 无缝钢管生产设备及完善的检测手段 ,生产高品质的 无缝钢管产品,提供优质的售后服务。
地质管是我国开发专用无缝钢管早的品种之一,1955年6月鞍钢无缝钢管厂,按照原苏联标准ГОСТ 6238-1952“用内接头连接的地质钻探岩芯管及其套管”,生产出了我国批Φ146mm×4.5mm和Φ146mm×7.5mm地质套管。1954年鞍钢参照ГОСТ 6238-1952标准,制定了鞍钢企业标准437-1954。接着原冶金部颁布了部颁标准“用内接头连接的地质钻探岩芯管及其套管”冶标19-1957,并于1963年修订为YB 236-1963。
1956年鞍钢无缝钢管厂按照原苏联标准ЧMTY 3343-1953“地质钻探杆管”生产出我国批地质钻杆管,1957年鞍钢参照ЧMTY 3343-1953,制定了企业标准鞍标438-1957;1960年上海钢管厂开始生产地质管(45钢),1957年原冶金部颁布了部颁标准“地质钻探杆管”冶标21-1957,1963年修订为YB 235-1963。1970年原冶金部将两个标准经过修改合并为1个标准“地质钻探用钢管”YB 235-1970。
标准公布后,鞍钢无缝钢管厂、成都无缝钢管厂、上海钢管厂、北京钢厂等无缝钢管生产厂普遍按此标准生产DZ40、DZ50和DZ55钢级的中小直径地质管,并开始研制生产供应DZ60、DZ65钢级的地质钻探管。大直径地质管主要由成都无缝钢管厂生产供应。
20世纪70年代中期,随着金刚石钻井技术的引进,原冶金部以瑞典CMS和日本JIS标准为蓝本,制订了YB 848-1975“小口径钻井用钢管”标准,并于1975年正式颁布实施。随着我国金刚石钻井技术的发展,YB 848-1975标准已不适应生产要求,为与国际标准相适应,借鉴美国DCDMA标准,制定了“金刚石岩芯钻采用无缝钢管”标准GB 3423-1982,取代YB 848-1975。
1982年无锡钢厂开始试制、生产供应DZ75钢级的地质钻探用冷拔钢管,生产规格为Φ55.5mm×4.75mm、Φ73mm×5mm和Φ88.5mm×5.5mm。
1987年成都无缝钢管厂根据国内对热轧大中直径地质钻探管的需要,制定了“地质钻探用无缝钢管”企业标准Q/CG 51-1987(1999年修改为“地质钻探用光管”Q/CG 51-1999),该标准中增加了部分大直径钢管规格(YB 235-1970中没有的),使地质钻探管的外径系列、壁厚和技术要求与API标准基本一致,填补了冶标YB 235-1970的不足,满足了我国地质钻探用管的需要。
1993年对标准的管理进行了调整,将标准“金刚石岩芯钻采用无缝钢管”GB/T 3423-1982调整为行业标准,原冶金部对其进行了修订并公布为部颁标准YB/T 5052-1993。
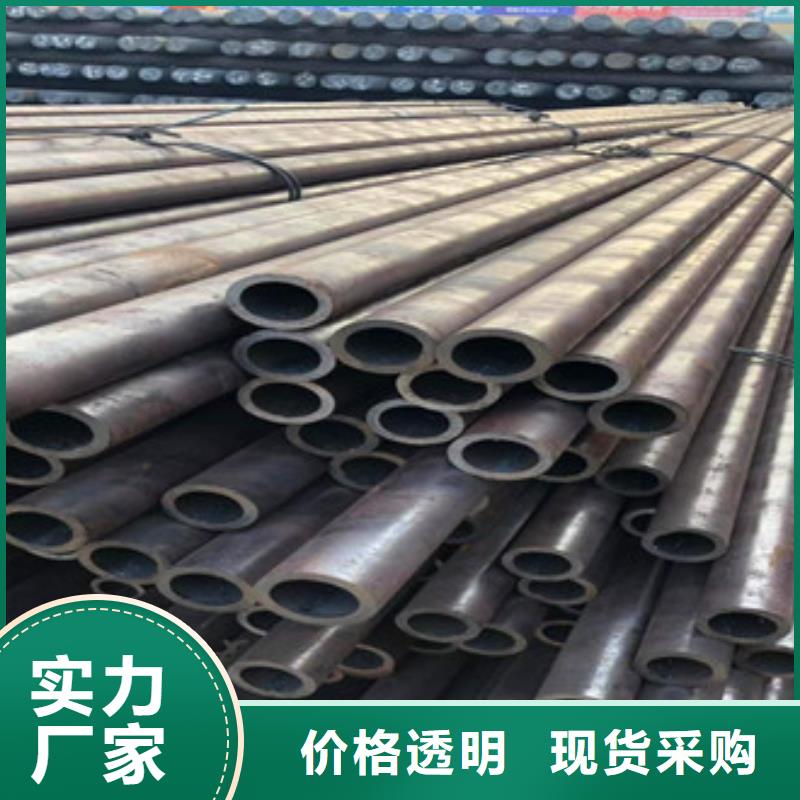
①热轧无缝钢管主要生产工序(△主要检验工序):管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库②冷轧(拔)无缝钢管主要生产工序:坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,后贴上标签、进行规格编排后放置到到仓库当中。圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
在四川省南充市采购供应无缝钢管的批发商请认准天祥钢管(南充市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,供应服务范围覆盖四川省 南充市 成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、自贡市、德阳市、广元市、眉山市 顺庆区、高坪区、嘉陵区、南部县、营山县、蓬安县、仪陇县、西充县、阆中市,让您购买到更加实惠、更加可靠的产品。(联系人:王经理)。














